Grundlagen der Anwendung
Rahmenbedingungen
Ideale Rahmenbedingungen
- Stabilität und Steifigkeit des Bearbeitungssystems
- Perfekte Rundlaufgenauigkeit der Spindel und fehlerfreie Spannzangenfutter
- Vibrationsfreies Spannen des Werkstücks
- Feste Werkzeugspannung in der Spannzange, ohne Blockieren des Schneidenauslaufs
Kühlung
- Verlängert die Standzeit des Werkzeugs und verbessert die Kantenqualität des bearbeiteten Werkstücks
- Anwendung bei Nichteisenmetallen und Stählen
Staubabsaugung
- Verhindert Verstopfen der Spannuten und minimiert die Späne auf dem Maschinentisch
- Empfohlen bei der Bearbeitung aller Materialien
- Bei der Bearbeitung von faserverstärkten Kunststoffen, Holz und anderen Materialien, deren Späne (oder Staub) gesundheitsschädlich sind, ist ein entsprechender Feinfilter notwendig
- Gleichzeitige Kühlung und Staubabsaugung erfordern spezielle Industriestaubsauger und sind nur nach Genehmigung des Maschinenherstellers empfohlen
Bearbeitungsparameter
Einflussfaktoren auf die Bearbeitungsparameter
- Zu bearbeitendes Material
- Anwendung
- Werkzeuggeometrie
-
Möglichkeit der Kühlung oder Staubabsaugung
- Maschine (Steifigkeit, Spannvorrichtung)
-
Spindelleistung und Drehzahl
Optimales Gleichgewicht zwischen Vorschub und Drehzahl
- Gewährleistet bestmögliches Fräsergebnis und Wirtschaftlichkeit
-
Je kleiner der Schneidendurchmesser, desto höher sollten die Drehzahl sein und desto kleiner der Vorschub
-
Bei größerem Schneidendurchmesser kann die Spindel durch niedrigere Drehzahlen geschont werden
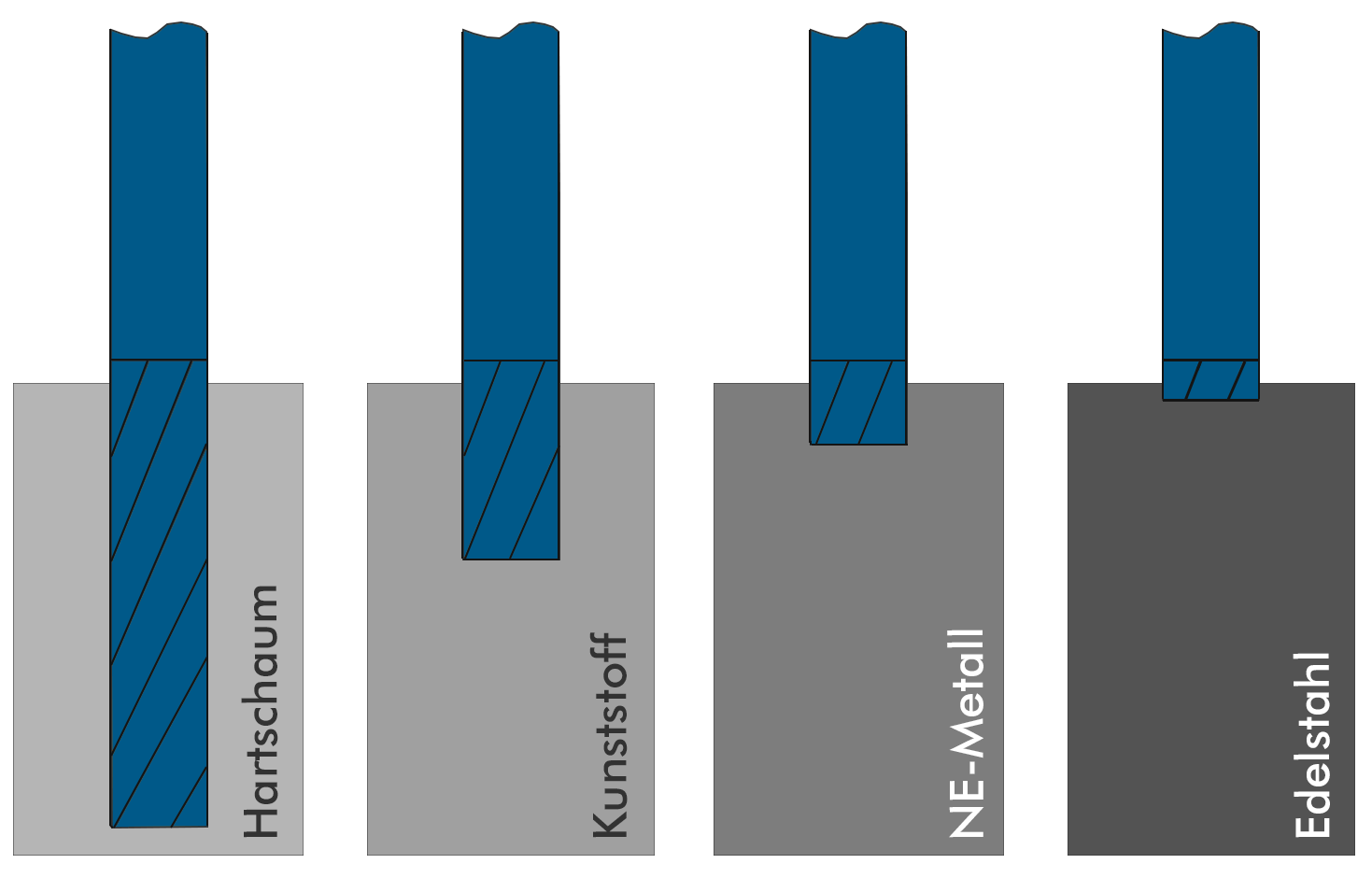
Eintauchtiefe
- Muss mit Vorschub und Drehzahl im Gleichgewicht sein
-
Hängt von der Spindelleistung und dem gewählten Werkzeugdurchmesser ab
- Je härter das Material, desto kleiner die Eintauchtiefe
- Hartschaum: bis zum 4-fachen Schneidendurchmesser
- Kunststoffe (z. B. Acryl): bis zum 2-fachen Schneidendurchmesser
- Aluminium: bis zum 0,5-fachen Schneidendurchmesser
- Stahl: bis zum 0,3-fachen Schneidendurchmesser
- Edelstahl: bis zum 0,2-fachen Schneidendurchmesser
Weitere Informationen
Mit dieser Übersichtstabelle finden Sie einfacher die passenden Bearbeitungsparameter.
Die vhf Werkzeugberatung hilft Ihnen gerne weiter.
Wahl der Fräsrichtung
Die Wahl der Fräsrichtung hängt von der Fräsmaschine, dem Material, der Werkzeuggeometrie und den Fräsparametern ab.
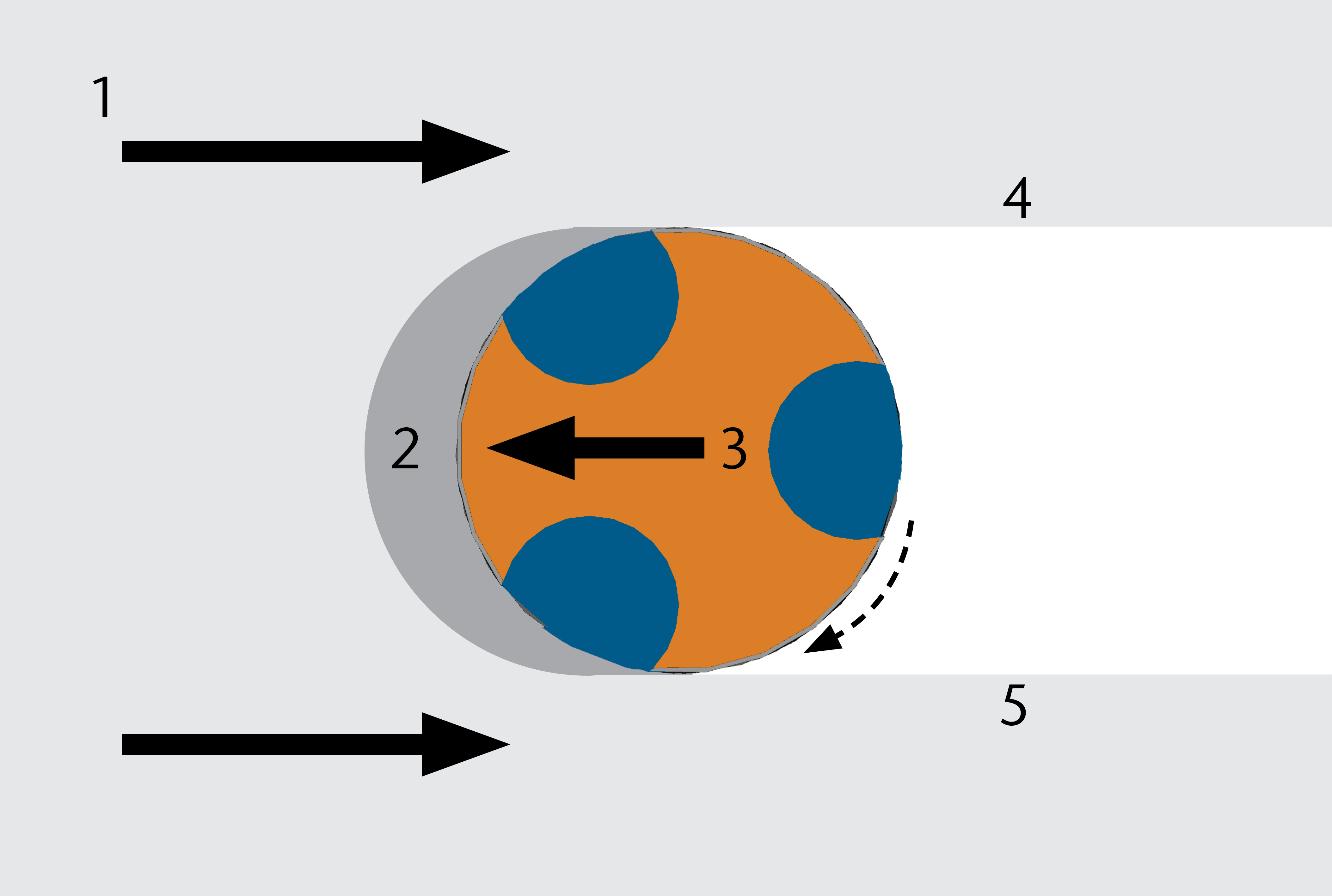
- Relative Materialbewegung (X- / Y-Vorschub)
- Dicke des Spans
- Fräsrichtung
- Gleichlauf
- Gegenlauf
Gegenlauf
- Werkzeug bewegt sich gegen das Material in Richtung des X- / Y-Vorschubs
- Spangröße nimmt gegen Materialmitte zu
- Schneidkanten sind gewöhnlich sauber
Gleichlauf
- Werkzeug bewegt sich mit dem Material in Richtung des X- / Y-Vorschubs
- Spangröße nimmt gegen Materialende zu
- Das letzte Stück des Materials wird gewöhnlich abgerissen anstatt sauber abgefräst zu werden