Automatische Z-Justage
Die automatische Z-Justage dient dazu, den virtuellen Nullpunkt der Z-Koordinate zu ermitteln.
Maschinenschäden durch falsches Werkzeug für die automatische Z-Justage
Wenn Sie Werkzeuge mit reduzierter elektrischer Leitfähigkeit für die automatische Z-Justage verwenden, erkennt die Maschine die Höhe nicht und fährt ungebremst weiter in Richtung Z.
- Vermessen Sie die Werkstückhöhe nicht mit diamantbeschichteten oder diamantbestückten Werkzeugen.
- Vermessen Sie die Werkstückhöhe nur mit einem elektrisch leitfähigen Werkzeug.
- Vermessen Sie die Werkstückhöhe ausschließlich mit Fräsern.
Beschädigung von Justiereinichtung, Werkzeug, Spindel und Werkstück
Falls das Werkzeug den Messpunkt verfehlt, fährt die Achse weiter und wird mit der Justiereinrichtung kollidieren.
- Platzieren Sie den Messkörper genau unter der Werkzeugspitze.
- Verwenden Sie Werkzeuge aus leitfähigem Metall.
-
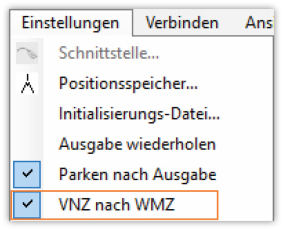
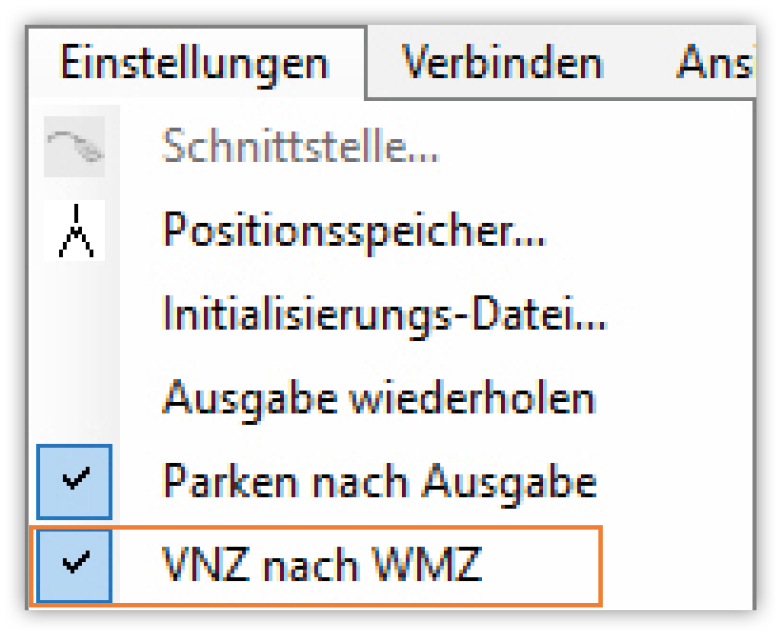
Um den virtuellen Nullpunkt der Z-Achse nach der Messung automatisch zu übernehmen, wählen Sie die Einstellung VNZ nach WMZ.
-
Verfahren Sie mit der X-Achse und der Y-Achse einige Zentimeter in Richtung Werkstückzentrum, um die Messplatte vollständig auf der Werkstückoberfläche aufzulegen.
-
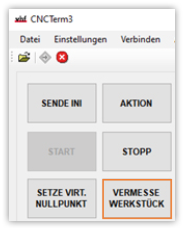
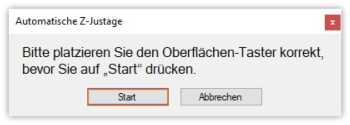
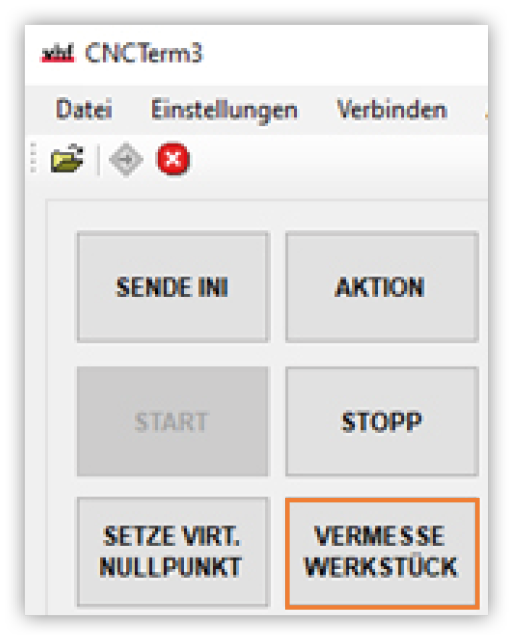
Wählen Sie VERMESSE WERKSTÜCK.
-
Platzieren Sie die Messplatte zwischen der Werkstückoberfläche und der Werkzeugspitze. Stellen Sie sicher, dass die Metallfläche der Messplatte direkt unter der Werkzeugspitze sitzt.
-
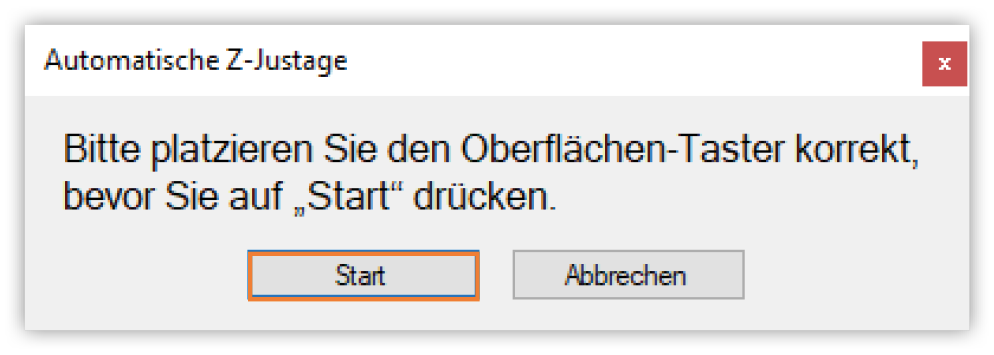
Wählen Sie Start, um den Einmessvorgang zu starten.
-
Entfernen Sie die Messplatte.
-
Falls Sie die Einstellung VNZ nach WMZ nicht aktiviert haben, müssen Sie den ermittelten Messwert manuell übertragen:
-
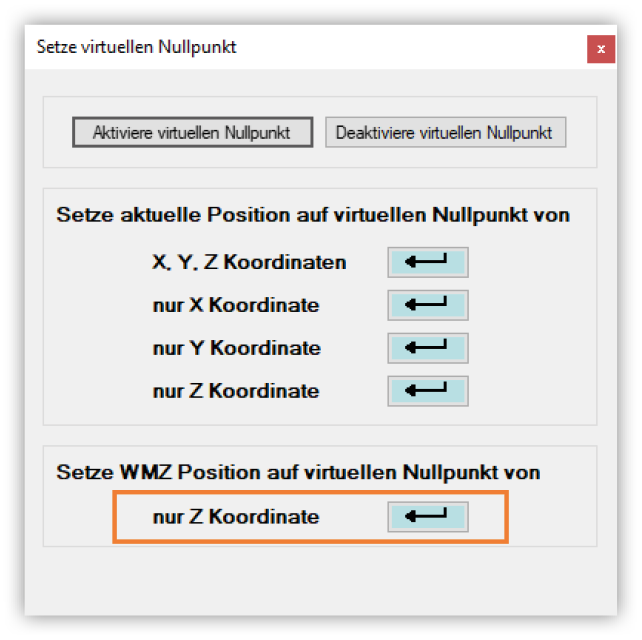
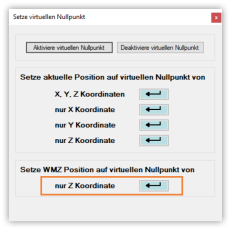
Wählen Sie SETZE VIRT. NULLPUNKT.
-
Wählen Sie die Eingabe-Schaltfläche bei nur Z Koordinate, um den virtuellen Nullpunkt VNZ zu setzen. Der Wert der Achsposition wird als 0 mm dargestellt.
-
VORSICHT!Greifen Sie nicht in den Verfahrbereich der Spindel.