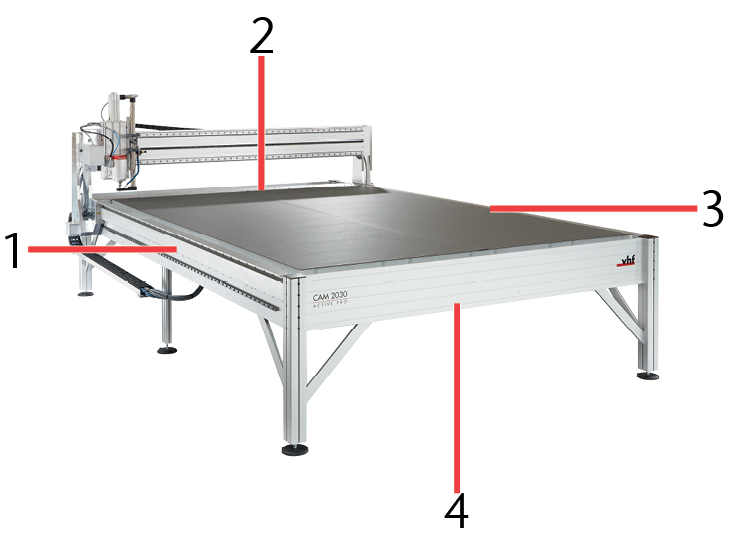
Maschinenüberblick
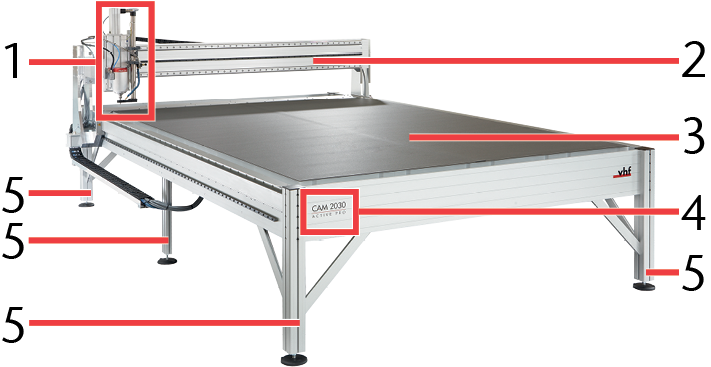
- Bearbeitungseinheit
- Portal
- Maschinentisch
- Maschinenbezeichnung
- Maschinenbein
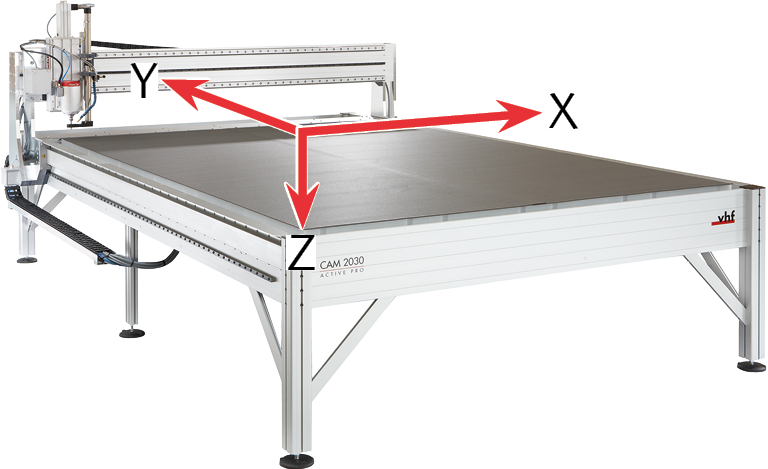
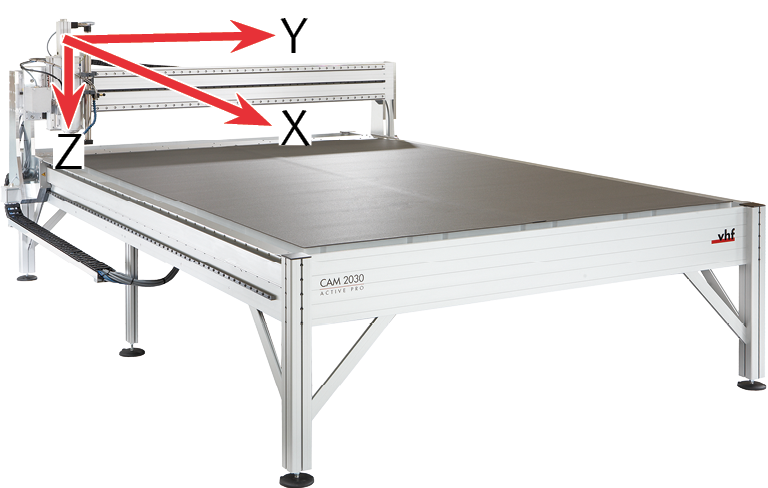
Maschinenachsen
Zum leichteren Verständnis werden die Seiten der Maschine festgelegt. Diese Bezeichnungen werden über die gesamte Anleitung beibehalten.
- Linke Seite
- Rückseite
- Rechte Seite
- Vorderseite
Diese Maschine kann so konfiguriert werden, dass sie von der Vorderseite oder von der linken Seite aus bedient werden kann.
-
Bedienung von der Vorderseite aus: Die X-Achse verläuft parallel zum Portal und die Y-Achse parallel zu den Seiten der Maschine.
-
Bedienung von der linken Seite aus: Die Y-Achse verläuft parallel zum Portal und die X-Achse parallel zu den Seiten der Maschine.
Maschinennullpunkt
Die Maschine hat einen festgelegten Maschinennullpunkt. Der Nullpunkt der Active Pure befindet sich über der hinteren linken Ecke des Maschinentischs. Alle Achsen (X-Achse, Y-Achse und Z-Achse) sind bei Anfahren des Maschinennullpunkts auf 0.
Typenschild
Das Typenschild der Active Pure befindet sich auf der Rückseite der Maschine. Das Typenschild der Maschine beinhaltet Informationen wie die Seriennummer, das Gewicht der Maschine, die Maschinenbezeichnung und das Produktionsjahr.
Aufbau
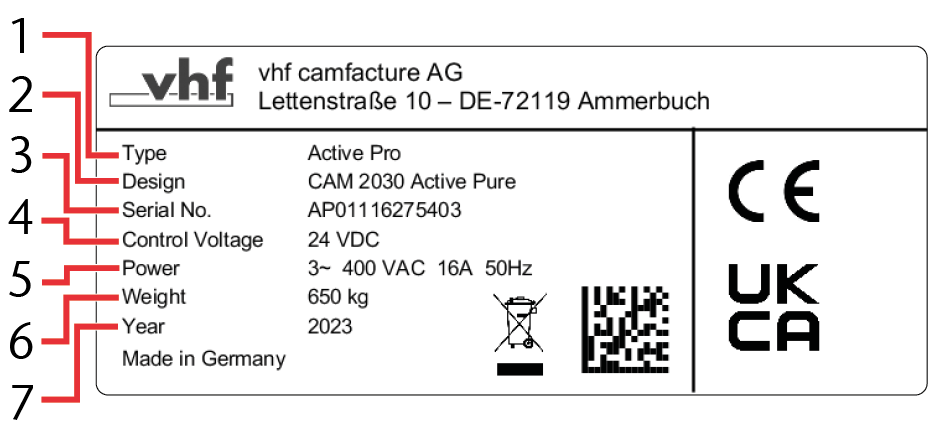
- Maschinenbezeichnung
- Designvariante (hier: CAM 2030 Active Pure)
- Maschinenspezifische Seriennummer
- Steuerspannung (hier: 24 V DC)
- Stromanschluss (hier: 3~ 400 V AC 16 A)
- Gewicht (hier: 650 kg)
- Produktionsjahr (hier: 2023)
Hauptschalter
Der Hauptschalter der Maschine befindet sich am Elektrokasten an der Rückseite der Maschine. Hier trennen und verbinden Sie die Stromversorgung der Maschine und aller Komponenten, die über die Maschine mit Strom versorgt werden.

Not-Halt-Taster
Der Not-Halt-Taster ist mit der Maschinensteuerung verbunden und unterbricht im Notfall, oder zur Abwendung einer Gefahr die Ansteuerung der Achsen und der Spindel. Nach Betätigung verriegelt der Not-Halt-Taster, durch Drehen kann der Ursprungszustand wieder hergestellt werden. Nach dem Entriegeln läuft die Maschine nicht wieder von selbst an.
Der Not-Halt-Taster befindet sich am Bedienelement, welches an der linken Seite der Maschine montiert ist.

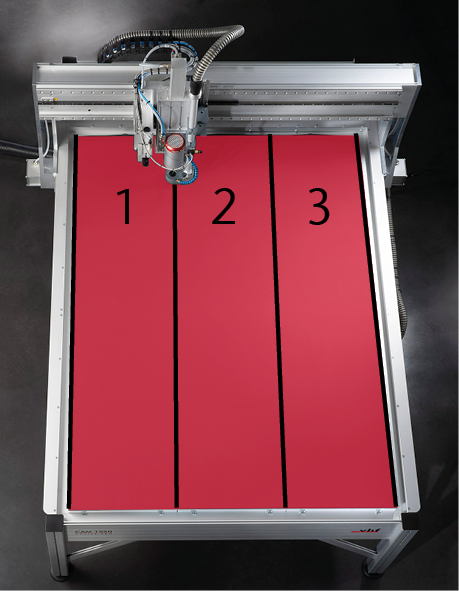
Maschinentisch
Der Maschinentisch der Active Pure ist ein Vakuumtisch, auf dem Werkstücke durch ein Vakuum angesaugt und fixiert werden.
Die Maschine ist mit mehreren Vakuumsaugern ausgestattet, die das benötigte Vakuum erzeugen. Der Maschinentisch ist in Bahnen aufgeteilt, die längs zur Maschine verlaufen. Das Vakuum kann für jede Bahn separat eingeschaltet und ausgeschaltet werden. Der Maschinentisch muss je nach Anwendung mit einem Vakuumvlies oder einer Schneidunterlage abgedeckt werden.
CAM 1520 Active Pure
Bearbeitungseinheit
Die Bearbeitungseinheit beinhaltet die Spindel, die Werkzeugkühlung und die Staubabsaugung. Die Bearbeitungseinheit verfährt entlang des Portals. Die Spindel verfährt nach oben und unten.
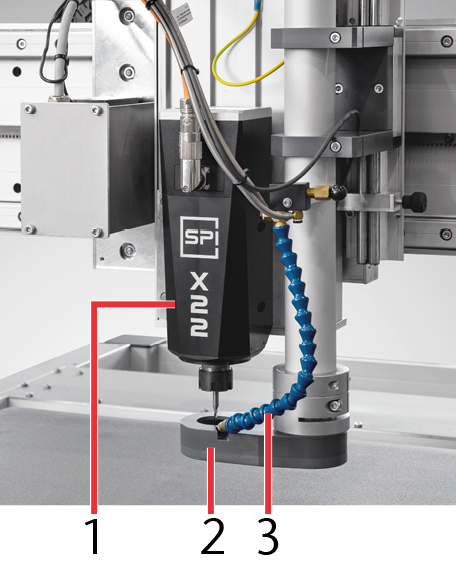
-
Spindel
- Saugschuh inklusive Staubabsaugung
- Werkzeugkühlung
Spindel
Die Spindel wird für die Fräsbearbeitung eingesetzt. In der Active Pure ist eine Drehstromspindel (SPC 2200) verbaut.
Spindelkühlung
Die Spindel wird über einen Ventilator gekühlt.
Staubabsaugung
Die Staubabsaugung besteht aus dem Absauggerät, dem Saugschlauch und dem Saugschuh. Der Saugschuh sorgt für eine gezielte Absaugung der Späne direkt am Fräser und schützt vor Eingriffen und somit möglichen Verletzungen. Der Saugschuh muss für die Bearbeitung mit der Spindel immer montiert sein.
Je nach Anwendung stehen drei verschiedene Arten von Absauggeräten zur Verfügung:
-
Staubklasse L
-
Staubklasse M
-
Staubklasse M mit ATEX-Zulassung
Werkzeugkühlung
Die Kühlung und Schmierung des Werkzeugs mit Kühlflüssigkeit ermöglicht eine längere Werkzeugstandzeit und gleichzeitig bessere Bearbeitungsergebnisse. Viele Materialien (z. B. Aluminium) benötigen eine durchgehende Kühlung während der Bearbeitung.
Kühl- und Sprühvorrichtung
Die Kühl- und Sprühvorrichtung arbeitet nach dem Mitnehmerprinzip. Dabei besitzt die Düse 2 Zuleitungen, eine für Druckluft und eine für Kühlflüssigkeit. Die Kühlflüssigkeit wird durch das Mitnehmerprinzip von der Druckluft aus dem Kühlflüssigkeitsbehälter gezogen, in der Düse zerstäubt und auf das Werkzeug gesprüht.
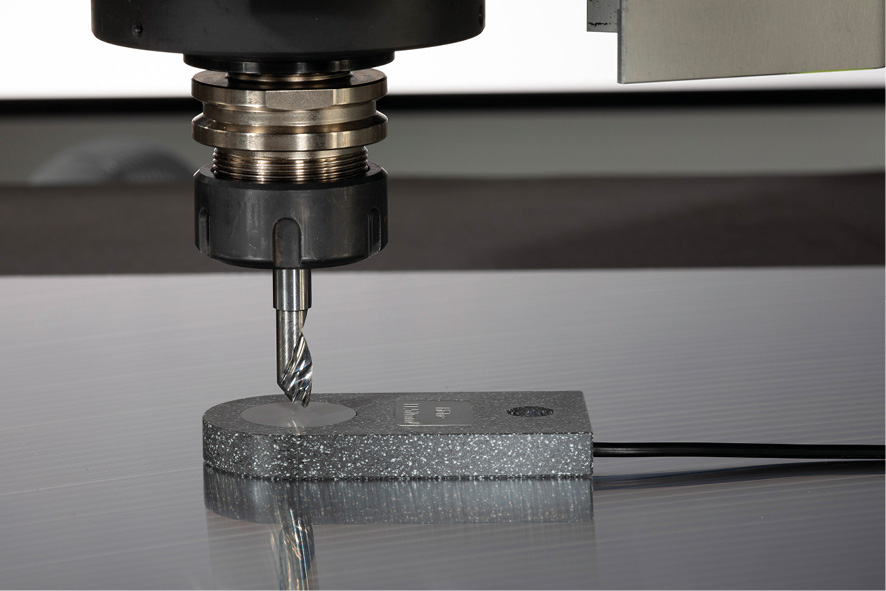
Automatische Z-Justage
Vor der Bearbeitung wird die Werkstückhöhe mit Hilfe der automatischen Z-Justage vermessen. Diese Vermessung wird über einen Kontakt zwischen der Werkzeugspitze eines elektrisch leitenden Werkzeugs und der Z-Justage-Platte durchgeführt.
Steuerungskomponenten
Zu den Steuerungskomponenten zählen die Maschinensteuerung (CNC) und der Frequenzumrichter (SFU) der Spindel. Diese Komponenten sind im Unterbau der Maschine verbaut.
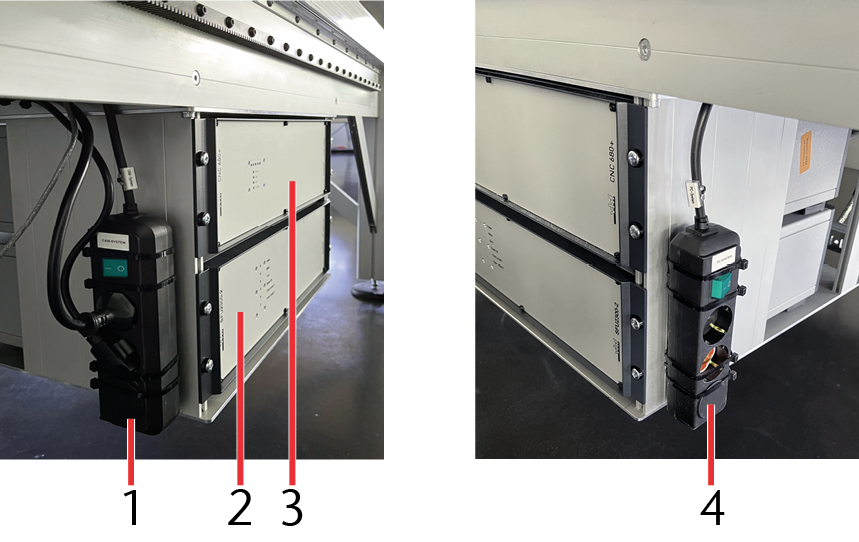
- Kippschalter für CAM-System
- Frequenzumrichter
- Maschinensteuerung
- Kippschalter für PC-System
Maschinensteuerung (CNC)
Die Maschinensteuerung ist für die Umsetzung der in der Auftragsdatei hinterlegten Maschinenbewegungen zuständig.
Eine Status LED an der Vorderseite zeigt den Status der Steuerung an.
X-Axis / Y-Axis / Z-Axis / T-Axis
Grün: Achsbewegung
Rot: Referenzpunkt angefahren
Status
Blau (blinkend): Maschine ist betriebsbereit
Stop
Orange: Not-Halt ist aktiv und Not-Halt-Taster ist gedrückt. Die Achsen können nicht verfahren werden. Der Not-Halt-Taster muss gelöst und die Maschine muss referenziert werden.
Rot: Not-Halt ist aktiv und Not-Halt-Taster ist gelöst. Die Maschine kann referenziert werden, danach können die Achsen wieder frei verfahren werden.
Halt
Orange: Maschine befindet sich im Halt
Spindle
Gelb: Spindel ist betriebsbereit
Rot: Spindelfehler
Frequenzumrichter (SFU)
Der Frequenzumrichter ermöglicht die Steuerung der Spindel, indem er die Drehzahl des Antriebs steuert. Status LEDs an der Vorderseite zeigen den Status des Frequenzumrichters an.
Power
Blau: Frequenzumrichter ist betriebsbereit
Motor
Gelb: Spindel dreht sich
Error
Rot: Ein Fehler ist aufgetreten
Speed OK
Grün: Spindel hat die gewünschte Drehzahl erreicht
Cone Locked 1
Rot: Keine Kegelerkennung vorhanden
Cone Locked 2
Rot: Keine Kegelerkennung vorhanden